服务热线 :0757-2332 2638

提高模具寿命,你不得不知道的这些事
- 分类:新闻中心
- 作者:
- 来源:
- 发布时间:2021-02-24 14:07
- 访问量:
【概要描述】目前,模具预热的方法主要有三种。填充加热、燃气加热、油温加热。虽然三种都可以达到升温的目的,但对材料的影响却有很大的不同。

提高模具寿命,你不得不知道的这些事
【概要描述】目前,模具预热的方法主要有三种。填充加热、燃气加热、油温加热。虽然三种都可以达到升温的目的,但对材料的影响却有很大的不同。
- 分类:新闻中心
- 作者:
- 来源:
- 发布时间:2021-02-24 14:07
- 访问量:
浇注系统的设计与模具的寿命长度有着紧密的联系。首先,根据所用的模具材料种类、结构特点、技术要求和平均壁厚,确定压铸生产的工艺参数。然后,根据产品的重量计算出进料口的面积。接下来,才能进行浇注系统的设计.
工艺参数的确定非常重要。如果光凭感觉决定进料口的面积,就很可能出现只有在很高的速度下才能打满产品的情况。对于流动性相对差一些的材料,如果内浇口面积不做相应的改变,那么,就只能通过调整工艺参数来解决产品的缺陷。
1.温度与浇注系统
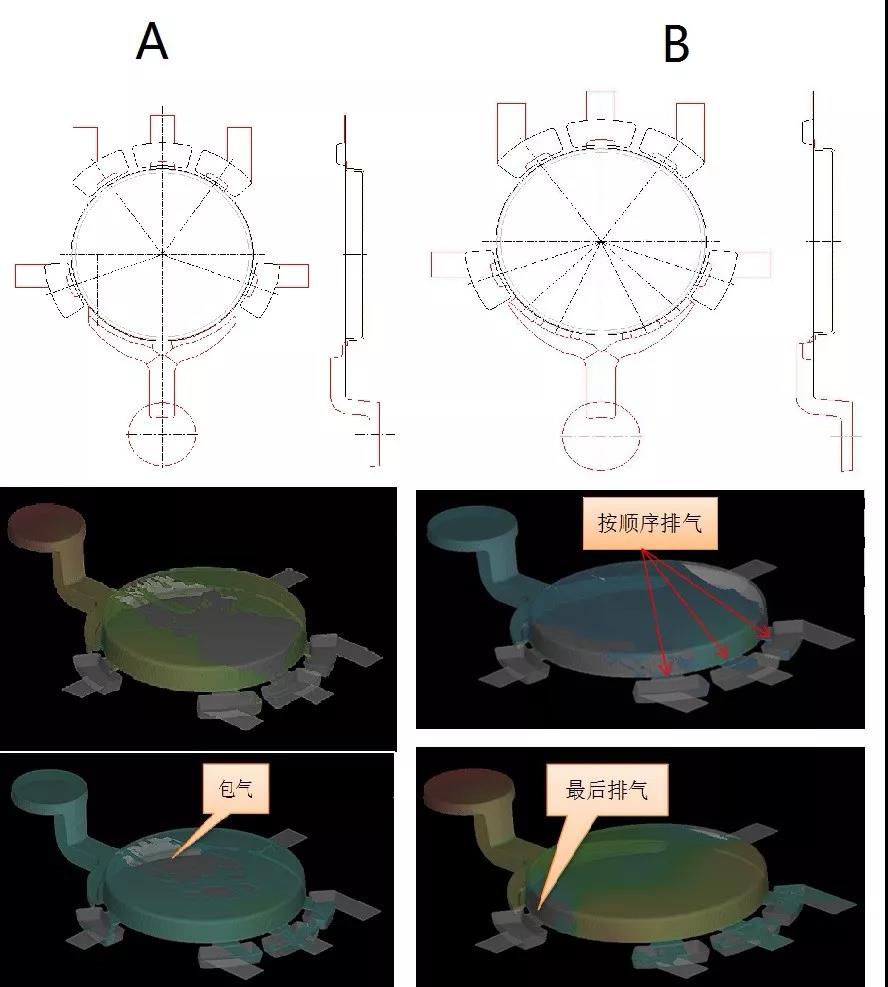
温度是工艺参数的决定因素之一。如上图A和B所示,进料口的宽度和厚度完全一样。但是填充的效果却完全不同。图A的填充是由外而内,导致流速提高增加产生的热量。因为模具表面温度的大幅提高,热强度性能下降。
图B的填充就不会出现这样的情况。因为图B的材料升温会比图A低,工作环境好,出现冲蚀的几率就会更少,模具寿命更长。
2.模具的加温与冷却
模具的加温
目前,模具预热的方法主要有三种。填充加热、燃气加热、油温加热。虽然三种都可以达到升温的目的,但对材料的影响却有很大的不同。
填充加热是通过慢速低压的填充,把料液的热量直接传到模具表面。压铸铝合金料液的温度,一般是在630℃-650℃。模具表面从室温一下子接受这样温度的热量,会导致表面热膨胀及内部温差造成的应力很大。
燃气加热是通过燃烧煤气加热。虽然热量也是从外往里传,但有一个逐步加温的过程,所产生的应力也不会那么大。
油温加热是通过把高温油输进加热。热量从里往外传要经过较长的时间,这样产生的应力也会很小。
模具的冷却
冷却水路或油路通过模具内部运行的水或油把热量带走,使得表面降温逐步完成。只要注意不让冷却通道离尖锐、棱角或型位太近,就不会有多大的问题。
涂料冷却的主要作用是使模具表面有一层保护膜,防止粘膜。填充后马上大量喷涂就是大大的不妥,因为那就是对材料进行淬火。有的还专门在分流锥和流道多喷几下。因为他们认为这里的温度最高,所以要喷多几下,保证温度能够降下来。其实,由于分流锥和流道是处于模具的下方,上方的涂液都要经过下方流走。所以这样的“重点关照”,反而有可能低于你的希望值。
改善结构与浇注系统的设计,采用最有利的加热或冷却方法,就是为了防止模具失效的过早出现。否则,就算最好质量的钢材,都会因为超出其韧性与强度的极限而严重缩短模具的寿命。
相关新闻


Copyright © 2020 广东世创金属科技股份有限公司 All Rights Reserved. 粤ICP备09051653号 网站建设:中企动力顺德
